КАТЕГОРИИ
 ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ ЭЛЕКТРОДЫ КОНТИНЕНТ
ЭЛЕКТРОДЫ КОНТИНЕНТ ЭЛЕКТРОДЫ ГАРАНТ
ЭЛЕКТРОДЫ ГАРАНТ ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ НАПЛАВКИ
ДЛЯ НАПЛАВКИ ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ДЛЯ МЕДИ И АЛЮМИНИЯ
ДЛЯ МЕДИ И АЛЮМИНИЯ ЭЛЕКТРОДЫ MONOLITH
ЭЛЕКТРОДЫ MONOLITH Электроды «АРМО»
Электроды «АРМО» ЭЛЕКТРОДЫ МОНОЛИТ РЦ
ЭЛЕКТРОДЫ МОНОЛИТ РЦ ЭЛЕКТРОДЫ АРСЕНАЛ
ЭЛЕКТРОДЫ АРСЕНАЛ УГОЛЬНЫЕ ЭЛЕКТРОДЫ
УГОЛЬНЫЕ ЭЛЕКТРОДЫ ОМЕДНЕННАЯ СВАРОЧНАЯ ПРОВОЛОКА
ОМЕДНЕННАЯ СВАРОЧНАЯ ПРОВОЛОКА ПОЛИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОЛИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ СВАРКИ БЕЗ ГАЗА
ДЛЯ СВАРКИ БЕЗ ГАЗА ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА ПРИСАДОЧНАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПРИСАДОЧНАЯ СВАРОЧНАЯ ПРОВОЛОКА АЛЮМИНИЕВАЯ СВАРОЧНАЯ ПРОВОЛОКА
АЛЮМИНИЕВАЯ СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ РОБОТОВ
ДЛЯ РОБОТОВ СВАРОЧНЫЕ ИНВЕРТОРЫ ММА
СВАРОЧНЫЕ ИНВЕРТОРЫ ММА СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT
АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT БЕНЗОГЕНЕРАТОР
БЕНЗОГЕНЕРАТОР ИНВЕРТОРНЫЙ ГЕНЕРАТОР
ИНВЕРТОРНЫЙ ГЕНЕРАТОР СВАРОЧНЫЙ ГЕНЕРАТОР
СВАРОЧНЫЙ ГЕНЕРАТОР ДИЗЕЛЬНЫЙ ГЕНЕРАТОР
ДИЗЕЛЬНЫЙ ГЕНЕРАТОР РЕЗАКИ
РЕЗАКИ РЕЗАКИ «ДОНМЕТ» 374 и 360
РЕЗАКИ «ДОНМЕТ» 374 и 360 РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ
РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ
ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ
ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ ГОРЕЛКИ КРОВЕЛЬНЫЕ
ГОРЕЛКИ КРОВЕЛЬНЫЕ РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ
РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ КЛАПАНЫ ЗАЩИТНЫЕ
КЛАПАНЫ ЗАЩИТНЫЕ ПОДОГРЕВАТЕЛИ ГАЗА
ПОДОГРЕВАТЕЛИ ГАЗА РЕДУКТОРА ГЕРМАНИЯ
РЕДУКТОРА ГЕРМАНИЯ МАНОМЕТРЫ
МАНОМЕТРЫ ЗАПАСНЫЕ ЧАСТИ
ЗАПАСНЫЕ ЧАСТИ КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ
КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ ГАЗОВЫЕ БАЛЛОНЫ
ГАЗОВЫЕ БАЛЛОНЫ КРУГИ ЛУГА
КРУГИ ЛУГА КРУГИ ЛУГА Long Life
КРУГИ ЛУГА Long Life КРУГИ NORTON STAR LINE
КРУГИ NORTON STAR LINE КРУГИ NORTON VULCAN
КРУГИ NORTON VULCAN КРУГИ NORTON VULCAN PLUS
КРУГИ NORTON VULCAN PLUS КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ
КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ КРУГИ РАДИАЛЬНЫЕ КЛ
КРУГИ РАДИАЛЬНЫЕ КЛ КРУГИ С ОПРАВКОЙ КЛО
КРУГИ С ОПРАВКОЙ КЛО С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ
С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ
ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ ГОРЕЛКИ ДЛЯ TIG СВАРКИ
ГОРЕЛКИ ДЛЯ TIG СВАРКИ ПЛАЗМАТРОНЫ
ПЛАЗМАТРОНЫ МАСКИ И ОЧКИ СВАРЩИКА
МАСКИ И ОЧКИ СВАРЩИКА СРЕДСТВА ЗАЩИТЫ СВАРЩИКА
СРЕДСТВА ЗАЩИТЫ СВАРЩИКА СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ СВАРОЧНАЯ ХИМИЯ
СВАРОЧНАЯ ХИМИЯ ПАЛАТКИ И ТЕНТЫ СВАРЩИКА
ПАЛАТКИ И ТЕНТЫ СВАРЩИКА DIY
DIY Универсальные
Универсальные Для Бетона-железобетона
Для Бетона-железобетона Для асфальта
Для асфальта Резка керамики
Резка керамики Для гранита-камня
Для гранита-камня ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275 ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275 КОРДЩЕТКА ДИСКОВАЯ
КОРДЩЕТКА ДИСКОВАЯ КОРДЩЕТКА ЧАШЕОБРАЗНАЯ
КОРДЩЕТКА ЧАШЕОБРАЗНАЯ КОРДЩЕТКА РУЧНАЯ
КОРДЩЕТКА РУЧНАЯ Рулоны
Рулоны Бобины
Бобины Листы шлифовальные NORTON T44X
Листы шлифовальные NORTON T44XЭлектросварочное оборудование

Аргонодуговая сварка – эта сварка в среде инертного газа. Сварка может осуществляться плавящимся или неплавящимся (обычно вольфрам) электродом. Для обозначения аргонодуговой сварки могут применяться следующие названия:
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG – Tungsten Inert Gas (Welding) – сварка в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
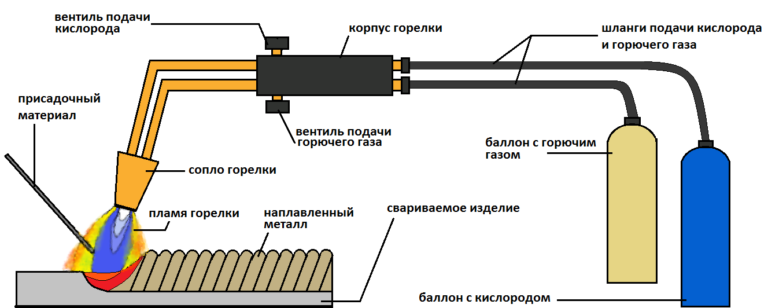
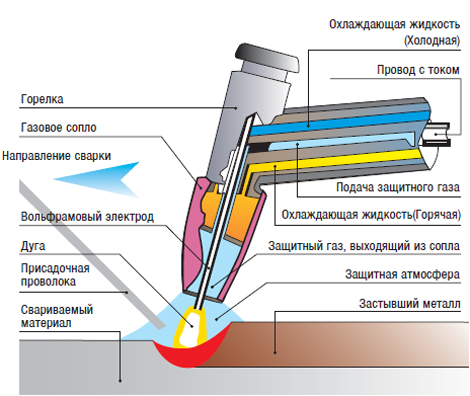
Аргонодуговой сварка очень похожа на газосварку, только вместо кислородно-ацетиленовой горелки в качестве источника тепла используется электрическая дуга. Дуга горит между специальным неплавящимся электродом из вольфрама и изделием. Чтобы вольфрамовый электрод и изделие не окислялся, через сопло горелки подается инертный газ – обычно аргон, реже гелий.

Принцип работы аргонодуговой сварки
Аргон, как инертный газ, не вступает в химическую реакцию при взаимодействии с металлами. А так как тяжелее кислорода, он легко вытесняет атмосферный воздух из рабочей сварочной зоны, препятствуя окислению сварочного шва.
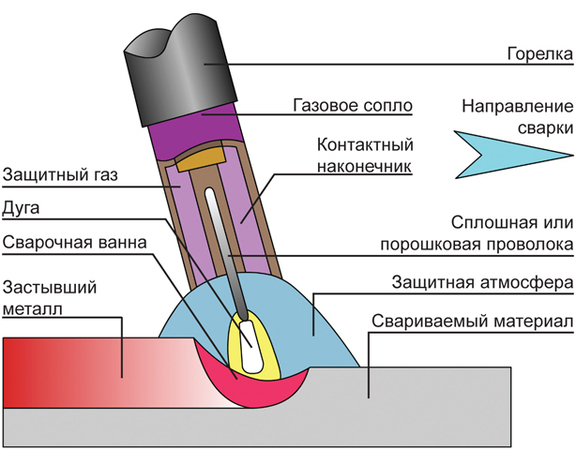
Вольфрамовый электрод, расположенный в горелке, подает электрическую дугу на свариваемое изделие. При этом из горелки через сопло в рабочую зону подается аргон. Также в рабочую зону со стороны подается присадочный материал, который не участвует в электрической цепи. В случае ручной аргонодуговой сварки сварщик вручную подает присадочный пруток и удерживает горелку. При автоматической аргонодуговой сварке присадочная проволока и горелка перемещаются без непосредственного участия человека.
При аргонодуговой сварки создается в рабочей зоне сварки особая среда, в которой обычной зажигание дуги невозможно. Для зажигания дуги бесконтактным способом используется особое устройство, осциллятор, который обеспечивает зажигание высокочастотными импульсами. Наряду с зажиганием дуги, в случае сварки переменным током, осциллятор отвечает за стабилизацию дуги в момент смены полярности, что обеспечивает стабильное горение дуги. Так же зажигание дуги может происходить контактный способом (дуга зажигается чирканьем электродом по поверхности изделия)
Вид сварочного тока:
Постоянный ток (когда ток идет от вольфрама к детали, вольфрам нагревается слабо, деталь наоборот – удобно для хорошего проплавления) или переменный ток (полярность тока постоянно меняется; при обратной полярности происходит катодное распыление окислов на поверхности изделия, что необходимо, например, при сварке алюминия.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Этот способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.