КАТЕГОРИИ
 ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
ДЛЯ УГЛЕРОДИСТЫХ СТАЛЕЙ ЭЛЕКТРОДЫ КОНТИНЕНТ
ЭЛЕКТРОДЫ КОНТИНЕНТ Электроды Монолит Пром
Электроды Монолит Пром ЭЛЕКТРОДЫ MONOLITH
ЭЛЕКТРОДЫ MONOLITH ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ НАПЛАВКИ
ДЛЯ НАПЛАВКИ ЭЛЕКТРОДЫ LB-52U
ЭЛЕКТРОДЫ LB-52U ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА
ДЛЯ СВАРКИ И НАПЛАВКИ ЧУГУНА ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
ДЛЯ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ДЛЯ МЕДИ И АЛЮМИНИЯ
ДЛЯ МЕДИ И АЛЮМИНИЯ ЭЛЕКТРОДЫ МОНОЛИТ РЦ
ЭЛЕКТРОДЫ МОНОЛИТ РЦ ЭЛЕКТРОДЫ АРСЕНАЛ
ЭЛЕКТРОДЫ АРСЕНАЛ УГОЛЬНЫЕ ЭЛЕКТРОДЫ
УГОЛЬНЫЕ ЭЛЕКТРОДЫ ОМЕДНЕННАЯ СВАРОЧНАЯ ПРОВОЛОКА
ОМЕДНЕННАЯ СВАРОЧНАЯ ПРОВОЛОКА ПОЛИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОЛИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ДЛЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ ДЛЯ СВАРКИ БЕЗ ГАЗА
ДЛЯ СВАРКИ БЕЗ ГАЗА ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПОРОШКОВАЯ СВАРОЧНАЯ ПРОВОЛОКА ПРИСАДОЧНАЯ СВАРОЧНАЯ ПРОВОЛОКА
ПРИСАДОЧНАЯ СВАРОЧНАЯ ПРОВОЛОКА АЛЮМИНИЕВАЯ СВАРОЧНАЯ ПРОВОЛОКА
АЛЮМИНИЕВАЯ СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ РОБОТОВ
ДЛЯ РОБОТОВ СВАРОЧНЫЕ ИНВЕРТОРЫ ММА
СВАРОЧНЫЕ ИНВЕРТОРЫ ММА СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ MIG/MAG ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ TIG АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT
АППАРАТЫ ПЛАЗМЕННОЙ РЕЗКИ CUT БЕНЗОГЕНЕРАТОР
БЕНЗОГЕНЕРАТОР ИНВЕРТОРНЫЙ ГЕНЕРАТОР
ИНВЕРТОРНЫЙ ГЕНЕРАТОР СВАРОЧНЫЙ ГЕНЕРАТОР
СВАРОЧНЫЙ ГЕНЕРАТОР ДИЗЕЛЬНЫЙ ГЕНЕРАТОР
ДИЗЕЛЬНЫЙ ГЕНЕРАТОР РЕЗАКИ
РЕЗАКИ РЕЗАКИ «ДОНМЕТ» 374 и 360
РЕЗАКИ «ДОНМЕТ» 374 и 360 РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ
РЕДУКТОРЫ ДЛЯ БАЛЛОНОВ ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ
ГОРЕЛКИ ГАЗОСВАРОЧНЫЕ ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ
ГОРЕЛКИ ГАЗОВОЗДУШНЫЕ ГОРЕЛКИ КРОВЕЛЬНЫЕ
ГОРЕЛКИ КРОВЕЛЬНЫЕ РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ
РУКАВА ДЛЯ ГАЗОВОЙ СВАРКИ КЛАПАНЫ ЗАЩИТНЫЕ
КЛАПАНЫ ЗАЩИТНЫЕ ПОДОГРЕВАТЕЛИ ГАЗА
ПОДОГРЕВАТЕЛИ ГАЗА РЕДУКТОРА ГЕРМАНИЯ
РЕДУКТОРА ГЕРМАНИЯ МАНОМЕТРЫ
МАНОМЕТРЫ ЗАПАСНЫЕ ЧАСТИ
ЗАПАСНЫЕ ЧАСТИ КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ
КЕРОСИНОРЕЗЫ, БЕНЗОРЕЗЫ ГАЗОВЫЕ БАЛЛОНЫ
ГАЗОВЫЕ БАЛЛОНЫ КРУГИ ЛУГА
КРУГИ ЛУГА КРУГИ ЛУГА Long Life
КРУГИ ЛУГА Long Life КРУГИ КОРАЛЛОВЫЕ
КРУГИ КОРАЛЛОВЫЕ КРУГИ BOHRER
КРУГИ BOHRER КРУГИ STARTUL
КРУГИ STARTUL КРУГИ NORTON STAR LINE
КРУГИ NORTON STAR LINE КРУГИ NORTON VULCAN
КРУГИ NORTON VULCAN КРУГИ NORTON VULCAN PLUS
КРУГИ NORTON VULCAN PLUS КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ NORTON КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS
КРУГИ ЛЕПЕСТКОВЫЕ ТОРЦЕВЫЕ ATLAS КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ
КРУГИ ТОРЦЕВЫЕ ЛУГА КЛТ КРУГИ РАДИАЛЬНЫЕ КЛ
КРУГИ РАДИАЛЬНЫЕ КЛ КРУГИ С ОПРАВКОЙ КЛО
КРУГИ С ОПРАВКОЙ КЛО С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ
С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ
ЗАПАСНЫЕ ЧАСТИ К ГОРЕЛКАМ ГОРЕЛКИ ДЛЯ TIG СВАРКИ
ГОРЕЛКИ ДЛЯ TIG СВАРКИ ПЛАЗМАТРОНЫ
ПЛАЗМАТРОНЫ МАСКИ И ОЧКИ СВАРЩИКА
МАСКИ И ОЧКИ СВАРЩИКА СРЕДСТВА ЗАЩИТЫ СВАРЩИКА
СРЕДСТВА ЗАЩИТЫ СВАРЩИКА СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ПРИНАДЛЕЖНОСТИ СВАРОЧНАЯ ХИМИЯ
СВАРОЧНАЯ ХИМИЯ ПАЛАТКИ И ТЕНТЫ СВАРЩИКА
ПАЛАТКИ И ТЕНТЫ СВАРЩИКА DIY
DIY Универсальные
Универсальные Для Бетона-железобетона
Для Бетона-железобетона Для асфальта
Для асфальта Резка керамики
Резка керамики Для гранита-камня
Для гранита-камня ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON H216F ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЕСЯ NORTON PRO A275 ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275
ДИСКИ САМОЗАЦЕПЛЯЮЩИЙСЯ NORTON PRO Q275 КОРДЩЕТКА ДИСКОВАЯ
КОРДЩЕТКА ДИСКОВАЯ КОРДЩЕТКА ЧАШЕОБРАЗНАЯ
КОРДЩЕТКА ЧАШЕОБРАЗНАЯ КОРДЩЕТКА РУЧНАЯ
КОРДЩЕТКА РУЧНАЯ Рулоны
Рулоны Бобины
Бобины Листы шлифовальные NORTON T44X
Листы шлифовальные NORTON T44XЭлектросварочное оборудование

Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
Неметаллические сварочные электроды
— Угольные электроды
— Графитовые электроды
Металлические сварочные электроды
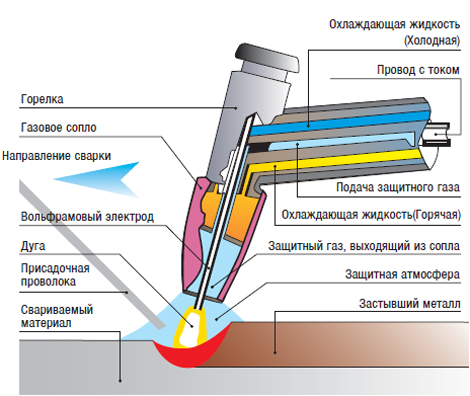
— Неплавящиеся (Вольфрам и сплавы на его основе)
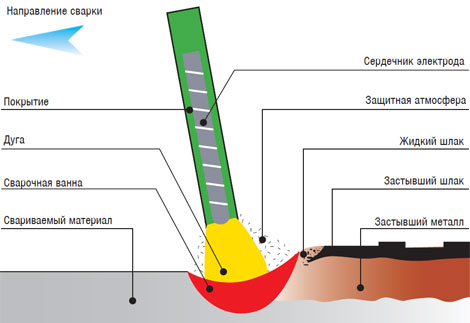
— Плавящиеся (Покрытые и непокрытые)
Несмотря на то, что патент на покрытые сварочные электроды О. Кельберг получил еще в 1911 году, а на мировой рынок покрытые электроды вышли в 1928, до сих пор это один из самых распространенных сварочных материалов.
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ним электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по:
— назначению;
— механическим свойствам;
— химическому составу наплавленного металла (типам);
— видам и толщине покрытий;
— сварочно-технологическим характеристикам.
По назначению электроды подразделяются:
— для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
— для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
— для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
— для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
— для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
По механическим свойствам и химическому составу наплавленного металла (типам)
На обозначении электрода буква «Э» обозначает слово «электрод», а следующие далее 2 или более цифры соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм² (ГОСТ 9467-75) или характеристика наплавляемого металла (ГОСТ 10052-75 или ГОСТ 10052-75)
Конкретные примеры:
— Э38, Э42, Э46 и Э50 — электроды для сварки углеродистых сталей с временным сопротивлением до 490 Дж/см²;
— Э42 А, Э46 А и Э50 А — для сварки тех же сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости;
— Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву свыше 490 Дж/см2 и до 590 Дж/см².
По толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
— с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
— со средним покрытием (D/d < 1,45). Обозначаются буквой С;
— с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
— с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
По типу покрытия:
— с кислым покрытием (А);
— с основным покрытием (Б);
— с целлюлозным покрытием (Ц);
— с рутиловым покрытием (Р);
— с покрытием смешанного вида (с двойным буквенным обозначением);
— с прочими видами покрытий (П).
По допустимым пространственным положениям сварки или наплавки
— для сварки во всех -положениях с условным обозначением 1;
— для сварки во всех положениях, кроме вертикального сверху вниз — 2;
— для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
— для нижнего и нижнего в лодочку — 4.
Как незаменимый сварочный материал электроды выдержали испытание временем и, очевидно, еще долго не потеряют своей популярности.